High speed rotating cup automatic electrostatic spraying technology has obvious characteristics: film thickness, uniform color, stable quality; The coating efficiency can reach more than 90%; Energy conservation, consumption reduction and environmental protection; Fast and effective color switching and coating pipeline cleaning, high production efficiency; It can spray high viscosity and high solid paint by atomization, and is gradually widely used in the spraying construction of the inner and outer surfaces of paint body.
Relying on the upgrading of technology, the high-speed rotating cup automatic electrostatic spraying technology has gradually developed from a reciprocating machine to a 6-axis or 7-axis robot, with greater flexibility and better paint appearance. It has been equipped in most domestic painting lines. This article introduces the process of automatic electrostatic spraying, through which the practitioners get a preliminary understanding.
2 Key points of paint appearance in construction
In order to obtain a good paint appearance, it is necessary to focus on four aspects in the production process, namely, the setting of spraying parameters, the judgment of atomization effect, the mastery of paint performance, and the timely adjustment according to the state of paint film:
Spraying parameters: the main factors to be considered are spraying process (solvent, water-based, powder), spray (spin) cup structure, coating release, forming air release, rotating speed of the spin cup, spraying distance, electrostatic high voltage, etc.
Atomization effect: the main influencing factors are the size of paint particles, speed, running track, the residence time of paint particles when spraying, and the control of atomization sector.
Material properties of paint: including viscosity, solids, solvent type and quantity, density, surface tension, base material system, etc.
Spraying effect: dryness and wetness, leveling, film thickness, color tone, visual appearance, etc. in wet film state.
Good paint appearance can be achieved through the above four points.
3 Four steps of electrostatic spraying process
3.1 Mechanical atomization of paint liquid
1) Atomization process, including three parts of atomization, rotary atomization device and atomization principle
a. Atomization: It aims to expand the surface area that can be covered by the liquid, which belongs to the operation of physical action. The evaluation of the effect mainly depends on the size of the paint coverage area and the coating quality after atomization. In fact, atomization does not atomize the paint into paint ions, but into smaller paint bodies; Just like the actual weather "fog", it is composed of small water droplets, not water molecules, not water ions. The atomized particle size is an important factor for the leveling of the paint film. The atomized particle size is small, and the smoothness of the paint film is good. If the rotating speed is high, the paint mist density tends to be small, and the solvent volatilization is accelerated, the solvent with high boiling point should be added as appropriate. For solvent paint, the speed of intermediate paint is generally controlled at 30000-45000r/min; The rotation speed with the base paint is generally controlled at 35000-55000 r/min; The varnish speed is generally controlled at 35000-55000 r/min.
b. Rotary atomization device: the coating is first transported to the inner wall of the spray cup, and then transferred to the nozzle position by the centrifugal force generated by the rotation. The atomization process is only achieved by mechanical force (centrifugal force, aerodynamic force).
c. Atomization principle: the spray cup rotates at high speed to carry out the dissociation mechanism of paint droplet atomization, linear decomposition and multi piece atomization (lamellar, vortex) to realize the atomization of paint; When the spray cup rotates more than 20000 r/min, the paint particles will not decay; In the process of linear atomization of paint, a lot of liquid linear substances will be formed at the nozzle of spray cup. The liquid substances will form paint particles again through linear decomposition or the decomposition of spray paint flow, and the small paint particles formed will form large paint drops through convergence; When the rotating speed of the spray cup keeps increasing, the general linear atomization is transformed into lamellar or turbine multi plate atomization. The paint particles after multi plate atomization will not decay, and the distribution range is wider than that of the paint particles after linear atomization.
3.2 Electrostatic pressurization makes paint particles charged and electrostatic atomization
3.2.1 Pressurization mechanism
The rotating cup or pole pin is connected to the negative pole, and the coated part is connected to the positive pole. After applying voltage, an electrostatic field is formed between the rotating cup (or pole pin) and the coated part. When the voltage is high enough (generally, the upper limit of the high voltage of the rotating spray cup is 100KV), the air near the rotating cup (or pole pin) generates strong corona discharge, and the electrostatic field forms a gas ionization area. The atomized coating is charged at the edge of the rotating cup or at the electrode needle. When the charged paint drops pass through the gas ionization zone, they are charged again, and at the same time, they are split into smaller charged droplets, and move towards the positive electrode of the coated part under the action of the electric field force, and finally coated on the surface of the coated part.
If the static voltage is too high or the spraying distance is too small, the air between the rotating cup (or pole needle) and the coated part will be completely broken down. At this time, spark discharge will occur, which will cause the unsafe state of spraying equipment and organic solvent combustion and explosion.
3.2.2 Pressurization type
a. Direct pressurization: the pressurized electrode is the angle of the rotating cup;
b. Indirect pressurization: the pressurizing electrode is ring-shaped around the outside of the spray cup body;
c. Principle difference: the principle of indirect pressurization is different from that of direct pressurization. External indirect pressurization of paint particles and atomization of paint particles are clearly divided in time and space; During the external pressurization of paint, an ionization zone will be formed between the external pressurizing electrodes. Based on the mobility of ions, it will repel the same type of grounding matrix and attract the different type of grounding matrix (vehicle body), thus forming an ionizing current. Some small substances are small in size and light in weight, Therefore, it will move accurately along the power line.
d. Step difference: the implementation sequence of "coating atomization" and "high pressure" is different; The equipment uses indirect pressurization, and the coating must be atomized first, and then charged by the electrostatic high voltage generated on the electrode; The equipment adopts direct pressurization, and the atomization and pressurization process of the paint are completed simultaneously at the edge of the spray cup.
3.2.3 Voltage and atomization
When the electrostatic voltage increases, the average particle size of paint particles will decrease. The main reason for this phenomenon is that the electrostatic magnetic field reduces the surface tension of paint particles; The surface tension is an important factor affecting the effect of rotary atomization spraying. Therefore, when most performance parameters are constant, the reduction of surface tension will directly lead to the reduction of paint particle diameter.
3.2.4 Voltage and spraying effect
Under the electrostatic magnetic field, there is a force on the paint particles. The magnitude of the electric field force depends on the strength of the electric field and the amount of charge on the paint particles. The direction of the force is the same as that of the power line, which will speed up the movement of paint particles to a certain extent. The rise of voltage will increase the generated ionons, strengthen the electric field force of the electrostatic field, the magnetic line density of the surface of the coated object is high, and at the sharp corners of the corners and edges, the coating rate will increase, resulting in sagging, bubbles and other defects.
3.3 Atomized paint particles sprayed on the coated object
3.3.1 External force of paint particle operation
It mainly includes mass inertia (centrifugal force), electric field force, gravity (universal gravitation), air resistance, forming air resistance and air supply and exhaust resistance in the paint spraying room, which will have a certain impact on the formation of the paint film and the final spraying effect.
3.3.2 Influence parameters (paint flow uniformity, speed, density)
a. Air flow transfer paint particles
Forming air is a main parameter that affects the spray shape of paint flow and the speed of paint particles. The shape of vortex depends on the size of air pressure. The supply of forming air (air distribution ring) and the structural shape of spray cup play a decisive role in the running track of paint particles.
The spray paint flow is divided into two main paint particle flows: radial paint particle flow, which is emitted from the spray cup in a radial manner; Conical jet flow, with the return paint particle flow in the middle axial direction.
b. Electrostatic magnetic field force transfer paint particles
During the electrostatic magnetic field force transmission of paint particles, paint particles will not move along the magnetic line of force, because the vortex generated by the high-speed rotation of the spray cup and its own gravity, as well as the centrifugal force generated by the radial centrifugal paint particles in the spray cup will have a certain impact on the running track of paint particles. The magnetic line of force itself has a certain influence on the way of paint particles reaching the coated object.
A large eddy current will form between the spray cup and the object to be coated. In this area, the paint particles will move for one or more times. At the same time, some paint particles will be thrown out of the eddy current. In the eddy current, there is also a backflow of the paint flow. The degree of the backflow of the paint particles will increase sharply when the voltage is cut off.
3.3.3 Paint particle operation
a. Mass inertia and motion track: paint particles will reach the coated object (grounding substrate) along the power line. In the process, due to the existence of mass inertia of paint particles, there is deviation between the actual motion track and transmission path of paint particles. Some irregular paint spots may be formed on the surface of the substrate, or some precipitates (such as dirt) may be left on the atomizing device or automatic operation equipment.
b. Electrostatic rotating cup spraying equipment is used for spraying, and the coating thickness is radially distributed. Radial shape refers to the spray shape of the coating obtained in the static state, the coating thickness decreases from the periphery to the center, and the coating thickness distribution is uneven, which is mainly caused by the structure of the atomizing spray device, but can be eased to a certain extent by increasing the amount of forming air.
3.3.4 Particle size distribution
When spraying with air atomization device, small paint particles change their running direction with the change of air flow direction on the object surface, and may not reach the coated surface accurately; However, due to its large mass, large particles of paint are not easy to deviate from its running track (professional measurement shows that 10 µ m particles reach about 10% of the coated surface, and 40 µ m particles reach about 80%).
When electrostatic rotating cup spraying is used, small particles of paint are easy to reach the surface of the object to be coated along the magnetic force line due to their light weight, while large particles of paint are easy to be thrown out under the centrifugal force, and the forming air and magnetic force are not enough to enable large particles of paint to overcome the centrifugal force and reach the surface of the object to be coated. It is concluded that the rotating speed of the rotating cup is an important factor affecting the distribution of atomized particle size.
3.4 Film forming
3.4.1 When evaluating spraying quality, several performance parameters shall be paid attention to
a. Paint particle size and distribution uniformity; b. In the process of painting, the shape of conical spray particles in the spray cup; c. The velocity and distribution of paint particles in the jet stream; d. Paint particle speed in spray cup cone; e. Paint particle density during painting; f. Pulse of paint particles when impacting the surface of the coated object; g. Paint particle kinetic energy; h. Paint particle collision frequency.
3.4.2 Effect of flow on spray paint flow
The doubling of the paint flow will aggravate the backflow of the paint particles in the center of the spray paint flow, and expand the area of the backflow of the paint particles; When the amount of forming air is constant, the width of spray paint flow will expand; The increase of paint flow has little effect on the diameter of paint particles, and the doubling of paint flow will expand the diameter of paint particles by about 1.5~2 μ m.
The coating flow has little effect on the atomized particle size, but has a great effect on the film thickness (generally, the film thickness of plain color paint is ≤ 22 μ m, and that of metallic paint is ≤ 18 μ m); The film thickness of varnish can be increased properly without sagging to improve the leveling effect and fullness of the film.
The application viscosity has little effect on the atomized particle size, the viscosity decreases, the paint film tends to thin, and the tendency of the base paint effect pigment to be arranged parallel to the substrate increases.
3.4.3 Influence of forming air on spraying effect
When electrostatic atomization occurs at the edge of the rotating cup, the nearby grounded workpiece has an opposite potential, and then the paint drops are attracted by the workpiece. Therefore, the cloud formed by the paint drops moves towards the workpiece. Smaller paint drops are easier to reach the workpiece directly, while larger paint drops drift a longer distance. Therefore, a paint film with uniform thickness distribution cannot be obtained on the formed workpiece such as car body by this method. By using forming air, the paint mist is gathered together and directed directly to the workpiece. Forming air provides a control factor to help avoid over or under coating.
The width of conical spray paint flow increases with the decrease of forming air release. When the amount of forming air reaches 70NL/min, the coating thickness at the center of the spray paint flow will be smaller than that around, that is, a coating depression will be formed, which can be suppressed by appropriately expanding the paint flow return area; With the increase of the amount of forming air, the coating thickness on the central part of the spray paint flow will increase significantly, which can be restrained by reducing the backflow of paint particles.
3.4.4 Influence of voltage on spraying effect
If no high pressure is applied to the equipment, it will lead to huge paint flow backflow phenomenon in the spraying process, and obvious eddy current will appear on the surface of the coated object. With the voltage gradually increasing to 40 kv, the width of conical spray paint flow increases significantly. The number of reflow paint particles will be reduced, and the eddy current phenomenon on the surface of the coated object will be reduced accordingly. As the voltage further rises to 80kv, the width of conical spray paint flow will further expand, but it is not as obvious as when the voltage rises from 0 to 40kv, and the number of return paint particles will further decrease.
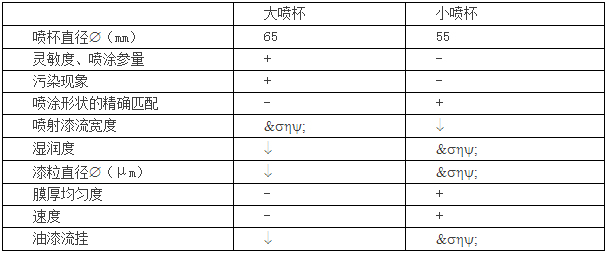
3.4.5 Influence of spray cup on spraying effect
The rotating cup has zigzag (single line, cross) and non zigzag shapes. The change of edge structure and diameter. The selection of rotating cup is mainly related to the selection robot, paint materials and spraying process.
3.4.6 Influence of color and tone
The spraying effect of high-speed electrostatic rotating cup and spraying paint (metallic paint, pearlescent paint) with air atomizing spray gun are obviously different in color and luster. The metallic paint sprayed with rotating cup has deep color and bright color. The main reasons for different color spraying effects are the content of metal powder in the metal paint film, the distribution of metal powder in the spraying paint flow, the surface coverage ability, the pulse of paint particles colliding with each other (the content of metal powder flakes in the paint film), the directional arrangement of metal powder in the paint film and other factors.
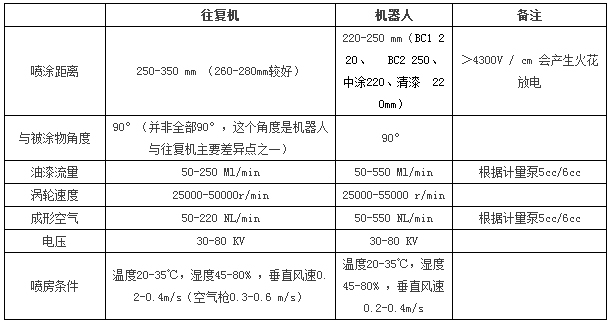
4. Electrostatic spraying parameter management
4.1 Application parameters (as shown in the figure below)
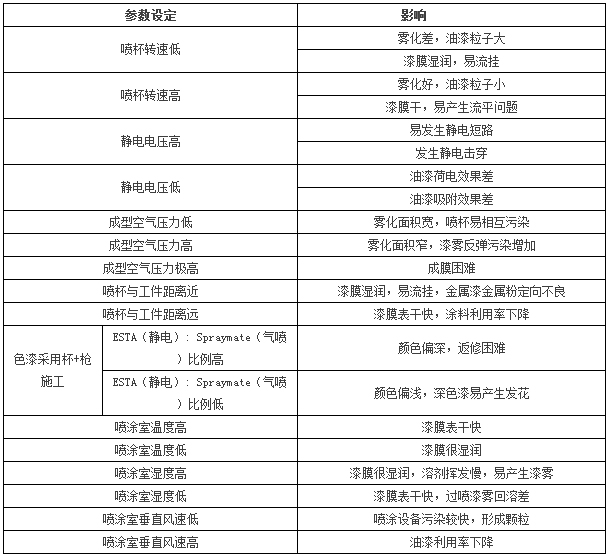
4.2 Impact analysis of electrostatic spraying quality
4.3 Movement profiling of electrostatic spraying workpiece
4.3.1 Establish reference bitmap
a. Reciprocating machine bitmap
Bitmap file *. dwg format is converted to *. bmp format, and the attributes must conform to: side bitmap size (700 * 260 pixels), front bitmap size (260 * 260 pixels).
Conversion steps: 1) Copy the three views (1:1 scale) of the workpiece in *. dwg format into the drawing of Windows program attachment one by one; 2) After copying, calculate the actual size and pixel ratio of the vehicle model, and adjust the copied image; 3) Adjust the pixels of the whole picture to the necessary size; 4) Color mixing or painting of drawings; 5) The top view is represented as * D.bmp, the front view as * F.bmp, the rear view as * R.bmp, and the side view as * S.bmp.
b. Robot bitmap
The 3D software CATIA is used to convert the 3D digital analog diagram of the workpiece into a file in *. wrl format. The file is usually tens of MB, which occupies a large storage space. 10-90% of the storage compression can be performed in the body operation and storage of the robot operating program to convert it into a *. iv file, and the file size can be appropriately reduced.
4.3.2 Create profiling
Reciprocating machine movement is a coordinate axis system, divided into X, Y, Z, A, B axis movement; Robot motion is divided into 6 or 7 coordinate axes, which are divided into X, Y, Z, A, B, and C axes.
According to the technical materials provided by different spraying equipment manufacturers, offline profiling is made. Pay attention to the limit position of the movement distance when making, and the robot profiling pays special attention to the movement safety radius. For the work related to online profiling verification, first verify whether the simulated movement is normal when there is no real vehicle state, and then verify whether the movement is normal when there is a real vehicle state. It is necessary to fix the nylon rod required by the process distance at the front end of the atomizer, and inspect the gun distance, movement track overlap, movement speed, etc. on the real vehicle, and modify and optimize them to meet the use conditions.
4.3.3 Establish spraying parameters
According to the line body beat and process film thickness requirements, different color spraying parameters are established after theoretical calculation, including spraying value, turbine speed, shaping air, voltage, etc., and the actual vehicle is sprayed to verify whether the film thickness and color difference meet the process requirements, and adjust and optimize them to the process requirements.
5 Conclusion
With the continuous progress of engineering machinery technology, the painting and spraying equipment is also changing with each passing day, and always serves the painting work of painted car bodies with a more efficient, more environmentally friendly and more convenient characteristic. Further more, the renewal of coating equipment and how to achieve a win-win situation in the coating process is one of the directions that the coating people are trying to practice and explore today. I hope this article can enlighten readers and be applied in the work.
Guangzhou Tuoshen Surface Treatment Co., Ltd., the spraying manufacturer, is preferred for purchasing spraying, Spray processing Factory, trustworthy




