The composition, characteristics and spraying principle of powder coating are described in detail, and the electrostatic powder spraying process and spraying precautions are described. At the same time, the common defects of powder coating are analyzed and prevention measures are proposed.
Powder coatings have been introduced to China since the 1950s, when they were applied in very few fields, only on some electrical insulation parts. With the increasing requirements of environmental protection, the coating industry urgently needs to choose environmentally friendly coatings (water-based coatings and powder coatings) and pollution-free coating processes. Because the powder coating contains almost no voc, and the utilization rate of powder is up to 95%, the powder coating and powder electrostatic coating technology are more and more widely used in the coating industry.
1. Composition and characteristics of powder coatings
Powder coating is prepared by mixing special resin, pigments and fillers, curing agent and other additives in a certain proportion, and then mixing, hot extrusion, cooling, crushing and sieving.
1.1 Four main parts of powder coating
See Table 1 for the four main parts of powder coating.
1.2 Characteristics of powder coating
Coatings can be divided into thermosetting and thermoplastic types. Powder coatings are generally thermosetting, and their main characteristics are as follows:
Powder coatings have no voc emission, no organic solvents and other toxic components, and are safer than solvent based coatings;
The powder coating belongs to 100% solid system, and the spilled powder coating can be recycled and reused, with a utilization rate of more than 95%;
The powder coating can obtain a high anti-corrosion thick film layer of more than 60 microns at one time, which is equivalent to the thickness of several layers of solvent based coating, reducing the number of layers of construction, saving energy and environmental protection, and improving production efficiency;
During coating construction, the viscosity does not need to be adjusted and controlled according to seasonal changes, so the construction is very convenient.
Of course, there are some shortcomings in the process of powder coatings at present, for example, powder coatings can not change colors as quickly as liquid coatings; The powder on the corners of the powder coating is uneven; Powder coatings can not obtain ultra-thin films like solvent based coatings at will; The required curing temperature of powder coating is high; When the dust concentration at the powder coating construction site is too high, there may be danger of dust ignition and explosion.
2. Principle of powder electrostatic spraying
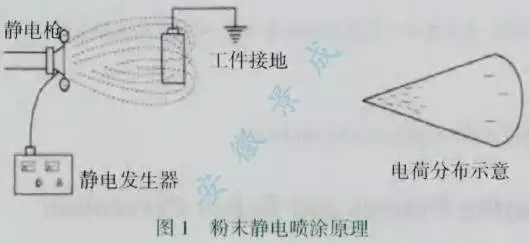
Powder electrostatic spraying is to use high-voltage corona discharge to generate an electrostatic field. Under the dual action of electrostatic force and carrier gas, the powder with negative charge will fly evenly to the grounded workpiece. When the powder layer reaches a certain thickness, the principle of "same-sex repulsion" between the powder layers will prevent further powder coating on the workpiece to avoid the problem of too thick powder layer on the workpiece surface, as shown in Figure 1.
3. Conventional powder coating process and precautions
In order to improve the binding force between the powder coating and the substrate, and reduce the impact of impurities on the surface of the workpiece on the coating appearance, the workpiece needs to be surface treated before coating. The general powder coating process flow is: pre-treatment - powder spraying - drying and curing - cooling inspection.
3.1 Pretreatment process
Degreasing - water washing - rust removal - water washing - meter adjustment - phosphating - water washing - deionized water washing - drying.
Degreasing is mainly to use alkaline substances containing surfactants to degrease and decontaminate the workpiece surface. However, some small processing plants may choose organic solvents for degreasing. Although this degreasing method is simple, organic solvents are very harmful to the environment and operators. After degreasing and cleaning, the surface of the workpiece needs to be thoroughly washed to prevent the residual bath solution and impurities brought from the previous process from affecting the integrity of the phosphating film.
In the rust removal process, dilute sulfuric acid or dilute phosphoric acid acid solution is mostly used to soak the workpiece. For the workpiece with serious surface rust, sand blasting or shot blasting and other mechanical methods need to be used. However, after mechanical rust removal, the workpiece still needs to be treated with acid solution, and the next process can be started until the rust is completely treated. The water washing after rust removal is mainly to prevent the excessive residual acid solution of the workpiece from destroying the acid-base balance of the surface conditioning solution, and also to provide a more fresh and clean substrate surface for the surface finishing process.
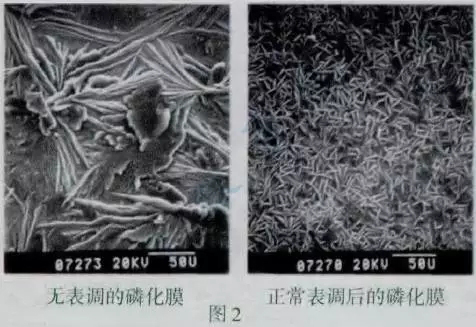
The surface adjustment process is mainly to change the micro state of the workpiece surface, refine the phosphating crystallization, shorten the phosphating time, and also to eliminate the impact of the difference in the steel surface state on the quality of the phosphating film. It can be said that the quality of the surface adjustment process will directly affect the final quality of the phosphating film, as shown in Figure 2.
Phosphating is a simple, reliable, inexpensive and easy process to improve the corrosion resistance of metal surface coatings. According to the phosphate classification of phosphating solution, there are zinc phosphate system, manganese phosphate system and iron phosphate system. In addition, there are calcium system added with calcium in zinc phosphate salt and "ternary phosphating" system added with manganese and nickel. After the phosphating film is complete, the workpiece needs to be washed thoroughly in time. Generally, it needs to be washed twice. It is recommended to use fresh and pure water for the last washing to avoid the adverse effect of residual acid solution on the coating. After washing, the workpiece needs to be dewatered and dried. The general drying conditions are 150 ℃, 10-30min, and the drying temperature should not be too high, To avoid defects such as whitening and powdering of phosphating film.
3.2 Powder spraying
The powder electrostatic spraying equipment is mainly composed of five parts: electrostatic generator, powder spray gun, powder supply device, gas supply system and recovery device.
Spray preparation: first turn on the power switch and air pressure switch of the spray gun, and then adjust the powder output of the spray gun and the atomization air pressure according to the size of the workpiece. Generally, the powder spraying amount is controlled at 300-600g/min, the atomization air pressure is set at (3.0-5.0) x105Pa, the powder barrel fluidization air pressure is (0.5-0.8) x105Pa, and the electrostatic pressure is 60-80kv. In case of back spraying of defective parts with bottom leakage, The static voltage setting shall not be greater than 40kv.
The spraying process generally follows the operation principle of top-down and left to right to ensure that the workpiece is evenly coated. As the reworking of powder defective parts requires re pretreatment after paint removal, the reworking process is quite complicated. Therefore, in the process of coating management, it is necessary to arrange a special person to inspect the appearance of the powder layer on the surface of the workpiece at the exit of the spray booth. If it is found that the surface of the workpiece is painted unevenly or the discoloration pollution caused by incomplete color change, the workpiece should be removed immediately, and the dust on the surface of the workpiece should be blown thoroughly before it is put back online. If the fine fibers in the air are adsorbed on the surface of the powder layer, the sharp nozzle air gun can be used to blow off the fibers on the surface of the workpiece from the side with a small air pressure, so as to avoid the poor appearance of the paint film after the powder layer is cured.
3.3 Drying and curing
The curing process is divided into four stages: melting contact, leveling, gelatinization and curing. When the temperature rises to the melting point, the surface powder on the workpiece begins to melt, and gradually forms a vortex with the internal powder until it is completely melted. After the powder is completely melted, it starts to flow slowly, forming a thin and flat layer on the surface of the workpiece. This stage is called leveling. The temperature continues to rise until it reaches the glue point, and there is a short gelling state for several minutes (the temperature remains unchanged). After that, the temperature continues to rise, and the powder undergoes a network chain reaction and is completely cured. The baking temperature and time of different powders are different. Generally, the curing furnace temperature is set at (190 ± 10) ℃, the baking time is (25 ± 5) min, and the bottom of the workpiece is more than 100mm from the bottom and side wall of the baking furnace.
3.4 Cooling inspection
Due to the high solidification temperature of powder coating, the surface coating of the workpiece just out of the oven is relatively soft, which has a certain impact on the subsequent packaging process and coating performance inspection. Therefore, after the exit of the workpiece oven, a certain cooling section needs to be set to cool the coating film at room temperature to ensure that the surface temperature of the coating film is close to room temperature, Then, quality inspectors can be arranged to judge the appearance quality of the coating on the workpiece.
3.5 Operation precautions
3.5.1 Setting of static voltage
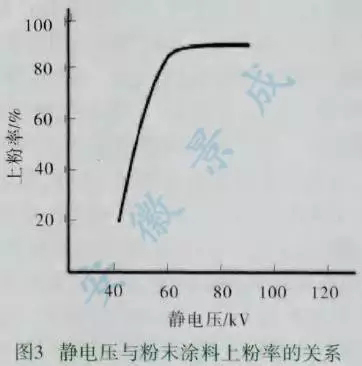
Since the charged amount of the powder coating is proportional to the electric field strength, properly increasing the static voltage and the charged amount of the powder will help improve the powder loading rate. Through production tests, the relationship between the static voltage and the powder loading rate is shown in Figure 3.
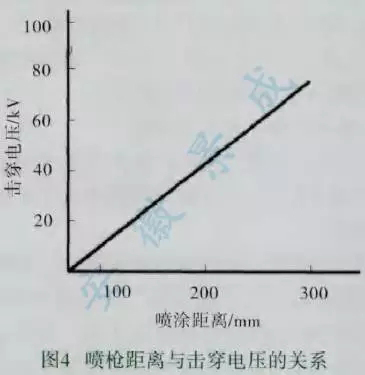
3.5.2 Distance between spray gun and workpiece
The electric field intensity is inversely proportional to the distance between poles when the electrostatic pressure is determined. When the distance between the spray gun and the workpiece is too short, spark discharge will occur. If the distance is too far, the powder loading rate will be reduced. The relationship between the spray gun distance and the breakdown voltage is shown in Figure 4. It can be seen from the figure that when the static voltage is controlled at 60-90kv, the spraying distance should be kept between 200-300mm.
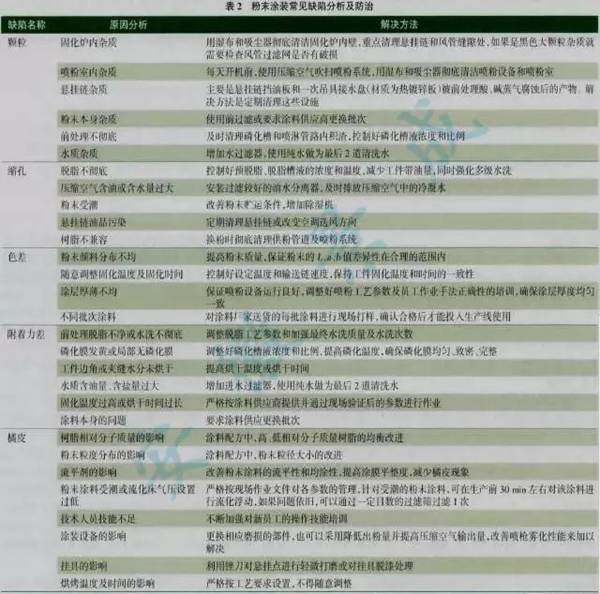
4. Prevention of common appearance defects in powder coating
See Table 2 for analysis and prevention of common defects in powder coating.
5. Conclusion
With the increasingly fierce competition in the automobile market, improving the quality of the whole vehicle and reducing the manufacturing cost are the most direct ways for major automobile manufacturers to improve their competitiveness. As one of the representatives of solvent-free coatings, powder coatings are not only simple in technology, but also environmentally friendly. Therefore, it is an inevitable trend for future automobile coatings to replace solvent coatings with powder coatings.
Guangzhou Tuoshen Surface Treatment Co., Ltd., the spraying manufacturer, is preferred for purchasing spraying, Spray processing Factory, trustworthy




